- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

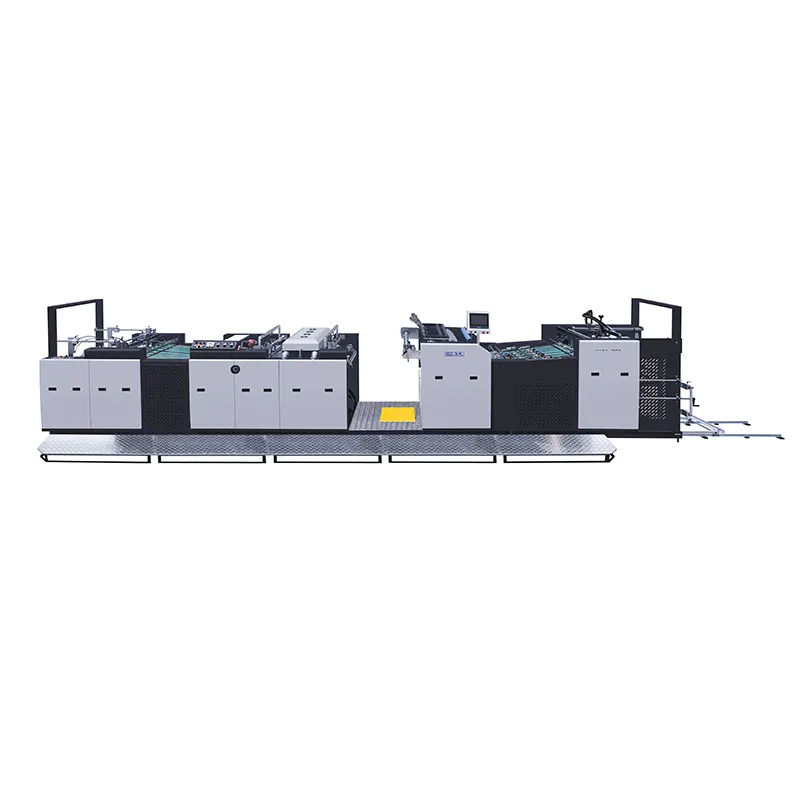
Princípio de trabalho da máquina de laminação automática de filme
Na impressão moderna de embalagens e nas indústrias de processamento relacionadas,Máquinas de laminação de filme automáticodesempenhar um papel extremamente importante. Eles podem aplicar um filme de proteção à superfície de vários materiais impressos ou outros materiais, o que não apenas melhora a aparência e a textura dos produtos, mas também aprimora sua durabilidade e desempenho protetor. Ter um entendimento aprofundado do princípio de trabalho das máquinas de laminação de filmes automáticos é de grande importância para os profissionais de indústrias relevantes, usuários de equipamentos e os interessados em embalá-lo. Isso os ajuda a tomar decisões mais sábias e a tomar ações mais apropriadas em aspectos como compra de equipamentos, operação, otimização de processos e solução de problemas. Este artigo conduzirá uma análise abrangente e detalhada do princípio de trabalho das máquinas de laminação de filmes automáticos para revelar os mistérios técnicos e os mecanismos operacionais por trás deles.
I. Componentes básicos de máquinas de laminação automática de filme
(I) Desaviando o mecanismo
O mecanismo de desenrolamento é a parte inicial da máquina automática de laminação de filmes e é principalmente responsável por transportar e liberar o rolo do filme para ser laminado. Geralmente é equipado com um sistema de controle de tensão ajustável para garantir que o filme possa ser emitido com tensão estável e uniforme durante todo o processo de laminação. Por exemplo, o sensor de tensão é usado para monitorar a tensão do filme em tempo real e, com a ajuda de motores ou freios e outros dispositivos, os ajustes dinâmicos são feitos de acordo com os valores definidos para evitar alongamentos e deformação causados por tensão excessiva ou enrugamento de filmes devido à tensão insuficiente, fornecendo assim uma boa base de suprimentos de filmes para os processos laminadores subseqüentes.
(Ii) sistema de aplicação de cola
A função principal do sistema de aplicação de cola é aplicar uniformemente cola na superfície do filme. Dependendo de diferentes requisitos de processo de laminação e tipos de cola, existem vários métodos de aplicação de cola. O comum é o revestimento de rolo, que usa um rolo de revestimento para pegar cola no tanque de cola e transfere -o uniformemente para o filme. Esse método pode controlar com precisão a quantidade de cola aplicada e é adequada para várias viscosidades de cola e materiais de filme. Além disso, há também o método de revestimento de faca. Usando um raspador para remover o excesso de cola, apenas uma camada uniforme e precisamente espessa de cola é deixada no filme, o que é especialmente adequado para operações finas de laminação com altos requisitos para a quantidade de revestimento de cola, como a laminação de materiais de embalagem para componentes eletrônicos.
(Iii) mecanismo de laminação
O mecanismo de laminação é a parte principal para realizar a ligação do filme e do substrato. Consiste principalmente em um rolo de pressão e um rolo de aquecimento (no processo de laminação quente) ou em um rolo de resfriamento (no processo de laminação fria). O rolo de pressão aplica uma certa pressão para tornar o filme com a cola de perto o substrato, garantindo que a cola possa molhar e unir completamente os dois. No processo de laminação quente, o rolo de aquecimento transfere aquece para o filme e o substrato para fazer a cola se solidificar rapidamente, melhorando a firmeza da laminação e eficiência da produção. Enquanto no processo de laminação fria, o rolo de resfriamento reduz a temperatura da cola para torná -la gradualmente solidificada em um estado natural. Esse processo é relativamente amigável e é adequado para alguns materiais sensíveis à temperatura ou não devem ser aquecidos.
(Iv) Rebobinar o mecanismo
O mecanismo de retrocesso está localizado no final da máquina de laminação automática de filme e sua função é encerrar os produtos laminados. Semelhante ao mecanismo de desenrolamento, o mecanismo de rebobinagem também possui uma função de controle de tensão para garantir a planicidade e o aperto dos produtos durante o processo de enrolamento. Enquanto isso, também pode estar equipado com um dispositivo de medição de comprimento ou um contador para contar com precisão o comprimento ou a quantidade dos produtos laminados, o que é conveniente para gerenciamento de produção e controle de qualidade. Por exemplo, na produção laminada em larga escala de materiais impressos, o dispositivo de medição de comprimento pode controlar com precisão o comprimento de cada rolo de produtos laminados para garantir a consistência das especificações do produto.
Ii. Processo de trabalho de máquinas de laminação de filmes automáticos
(I) Descaução de filmes e pré -tratamento
Em primeiro lugar, o rolo de filme selecionado é instalado no mecanismo de desenrolamento, e o sistema de controle de tensão do mecanismo de desenrolamento é inicialmente definido de acordo com parâmetros como material, espessura e largura do filme. Depois de iniciar o mecanismo de desenrolamento, o filme começa a ser liberado lentamente sob a tração da tensão e passa por uma série de rolos de guia para entrar no sistema de aplicação de cola sem problemas. Antes de entrar no sistema de aplicação de cola, pode haver processos de pré -tratamento, como remoção de poeira e eliminação estática para remover partículas de poeira e eletricidade estática na superfície do filme, melhorando o efeito de adesão da cola no filme e garantindo a qualidade laminadora. Por exemplo, usando um eliminador estático para liberar cargas opostas para neutralizar a eletricidade estática na superfície do filme, ele impede que a poeira seja difícil de remover devido à adsorção eletrostática.
(Ii) aplicação de cola
Depois que o filme entra no sistema de aplicação de cola, o sistema de aplicação de cola começa a funcionar de acordo com o método e parâmetros de aplicação de cola predefinidos. Por exemplo, ao usar o revestimento do rolo, o rolo de revestimento gira a uma certa velocidade para mergulhar a cola do tanque de cola e aplica uniformemente a cola na superfície do filme. Durante esse processo, fatores como a viscosidade da cola, a velocidade de rotação do rolo de revestimento, o nível de cola no tanque de cola e a lacuna entre o raspador e o rolo de revestimento afetarão todos a quantidade e a uniformidade da cola aplicada. Os operadores precisam ajustar com precisão esses parâmetros de acordo com os requisitos reais de laminação e as características do material para obter o efeito de aplicação de cola desejado. Por exemplo, quando o produto laminado tem um requisito mais alto para a espessura da cola, a velocidade de rotação do rolo de revestimento pode ser aumentada adequadamente ou o nível de cola no tanque de cola pode ser aumentado. Quando é necessária uma camada de cola mais fina e mais uniforme, a lacuna entre o raspador e o rolo de revestimento pode ser reduzida.
(Iii) ligação e cura
O filme com cola continua sendo transportado para a frente e entra no mecanismo de laminação. No momento, o substrato (como materiais impressos, papel, placas etc.) também é enviado ao mecanismo de laminação através do dispositivo de transporte correspondente para atender ao filme. No mecanismo de laminação, o rolo de pressão aplica uma certa pressão para tornar o filme e o substrato unidos, e a cola começa a molhar e unir os dois sob a ação da pressão. No processo de laminação quente, o rolo de aquecimento transfere aquece para o filme e o substrato ligados para tornar a cola solidificada rapidamente e formar uma camada laminada firme. A temperatura do rolo de aquecimento, a pressão do rolo de pressão e o tempo de ligação precisam ser otimizados e ajustados de acordo com diferentes combinações de materiais e requisitos de laminação. Por exemplo, para alguns substratos com uma textura relativamente difícil, pode ser necessário aumentar adequadamente a pressão do rolo de pressão para garantir a ligação total entre o filme e o substrato. Para alguns materiais sensíveis ao calor, a temperatura do rolo de aquecimento precisa ser reduzida para impedir que os materiais sejam deformados pelo calor. No processo de laminação fria, o rolo de resfriamento desempenha um papel na redução da temperatura da cola e na promoção de sua solidificação natural. Embora o tempo de cura seja relativamente longo, pode evitar o risco de deformação material causada pelo aquecimento.
(Iv) Rebobinar e acabamento acabado do produto
Os produtos laminados e curados finalmente entram no mecanismo de retrocesso. O mecanismo de retrocesso acaba com os produtos ordenadamente de acordo com a tensão e a velocidade de enrolamento. Durante o processo de retrocesso, o sistema de controle de tensão monitora e ajusta a tensão enrolada em tempo real para garantir que os produtos sejam enrolados com força e categoria. Enquanto isso, o dispositivo de medição de comprimento ou contador registra o comprimento ou a quantidade dos produtos da ferida. Quando o valor predefinido é atingido, o mecanismo de retrocesso para automaticamente para funcionar. Após a conclusão da reformulação, os produtos podem ser organizados, cortados ou embalados de acordo com as necessidades de armazenamento, transporte ou vendas subsequentes. Por exemplo, para alguns produtos laminados de grande formato, eles podem precisar ser cortados em produtos de tamanho menor que atendam aos requisitos específicos de especificação e depois embalados.
Para concluir,Máquinas de laminação de filme automáticopode concluir a operação de laminação para vários materiais de maneira eficiente e precisamente através do trabalho coordenado de cada componente e seguindo um processo de trabalho específico. Com o progresso contínuo da ciência e da tecnologia, o princípio de trabalho das máquinas de laminação de filmes automáticos também está constantemente sendo inovado e otimizado, e suas perspectivas de aplicativos na impressão em embalagens e em outros setores serão ainda mais amplas, fornecendo um poderoso suporte técnico para melhorar a qualidade e diversificar o desenvolvimento de produtos.
Se você estiver interessado em nossos produtos ou tiver alguma dúvida, não hesite em entrar em contato conosco portelefone ou e -mail.